
传动斜楔机构的工作原理
目前模具行业中,非标斜楔类机构一般分为旋转斜楔、子母斜楔、传动斜楔等,它们普遍应用于大型冲压件的侧整形、侧修边等工序中,本文所述传动斜楔机构为气缸驱动,如图1、图2所示。模具下行闭合时,气缸1与气缸2共同推动(两气缸规格相同,通过气阀控制使之同向运动)驱动座往复运动。斜导板1安装在驱动座上,斜导板2安装在斜楔上,驱动座工作过程中,斜导板1推动斜导板2使斜楔实现往复运动。当驱动座限位面与限位块1接触时,斜楔处于工作位置,模具继续下行,整形块在上模驱动下完成冲压件整形工作。压机带动上模开始上行,驱动座在气缸1和气缸2的作用下反向运动,斜楔退出冲压件负角整形区域,模具继续上行,整形块后退脱离机械手取件干涉区域,至此全部冲压工作完成。下模驱动腿固定在驱动座上,上模驱动腿固定在上模座上,理论上安装在上模驱动腿和下模驱动腿上的两个斜导板不受力,仅起到当气缸失效时的强制回程作用。驱动座和斜楔通过导板及盖板进行导向,斜楔通过安装在底部的氮气弹簧进行回程。
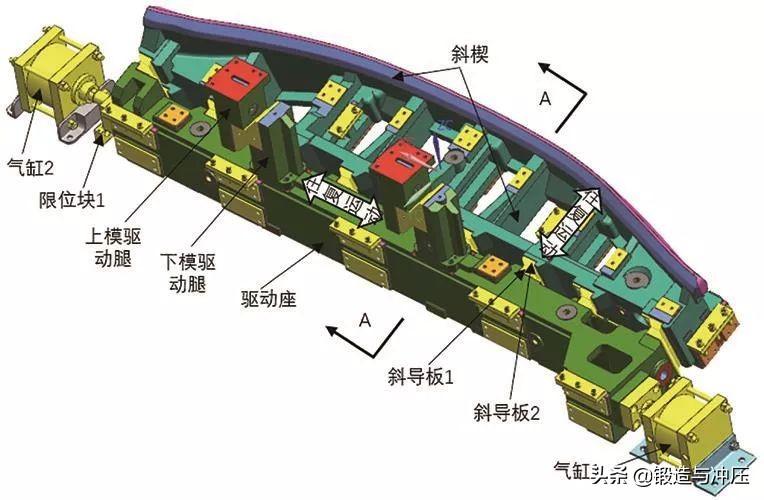
图1 传动斜楔三维结构图
传动斜楔机构出现的问题描述
⑴斜导板严重磨损。上下模参与导向的两块斜导板中,一块为铜基导板,另一块为钢制导板,一般情况下铜基导板磨损严重,如图3所示。
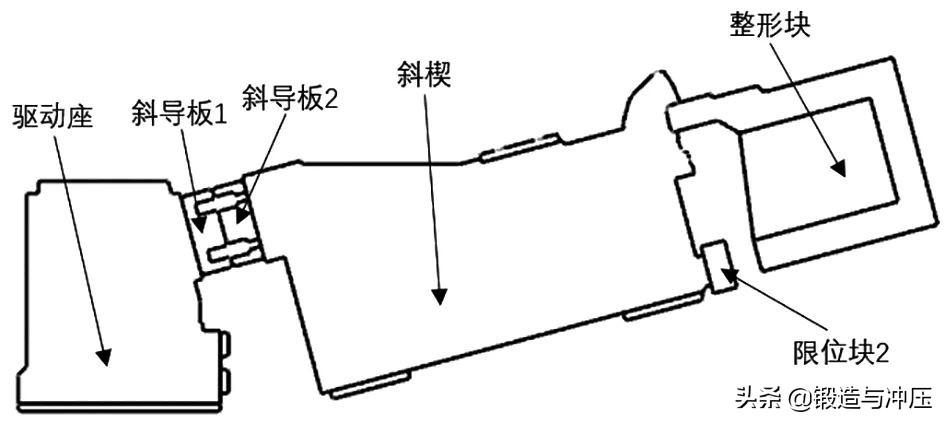
图2 传动斜楔A-A截面图

图3 斜导板严重磨损
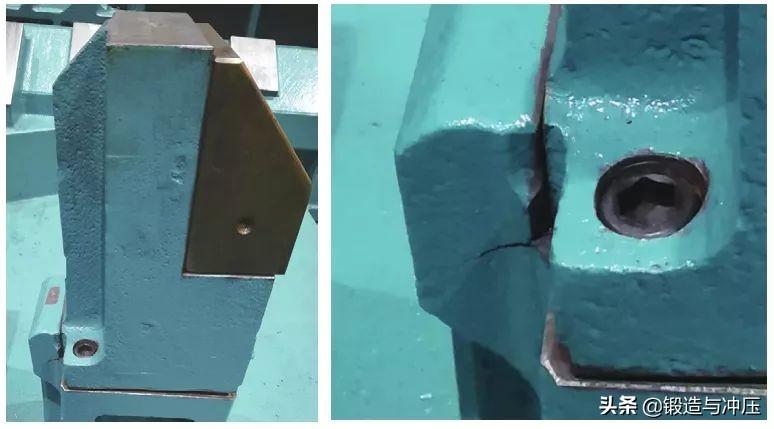
图4 驱动腿挡墙断裂
⑵上模驱动腿挡墙断裂,如图4所示。
原因分析
⑴气缸安装位置错误。
本文所述模具选用的气缸最大行程为110mm,设计工作行程为85mm,但由于气缸1安装座加工错误,实际安装位置较设计位置整体向前移动8mm(相当于压缩量增加8mm),如图5所示。虽然气缸2的安装位置及功能正常,但其输出力小于气缸1和驱动座的摩擦力之和(当气缸1回退到理论0点位置时,气缸2输出力已经与气缸1抵消),因此导致驱动座无法通过气缸作用回退到位,造成上下模驱动腿斜导板负间隙接触(设计值为0间隙),如图6所示,强制驱使驱动座回退到位。当模具连续小批量冲压生产时,强度相对较弱的挡墙由于长时间受力过载而断裂。
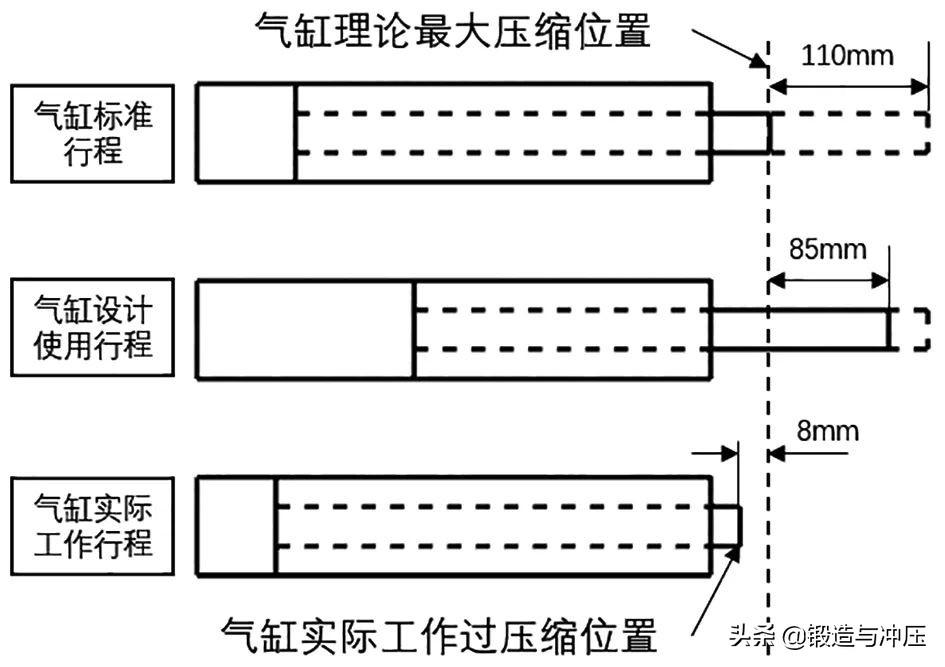
图5 气缸1行程示意图
从理论上分析,以进口HT300为例,抗剪强度为345MPa,本文中的挡墙面积为50×60=3000mm2,按照压机传递给挡墙的压力为1000000kg(1000吨压力为例)计算,所能承受的抗剪强度换算:基础公式1MPa=0.1kg/mm2,计算结果为1000000×0.1kg/3000mm2≈ 333 MPa,此数值已接近最大抗剪强度。此结果是按照挡墙工作面积均匀受力计算的。在实际情况中,挡墙受斜向的力,因此受力面积更小,产生的剪切力更大,从而更容易断裂。
⑵驱动腿结构设计不合理。
本文所述模具驱动腿设计强度较差,螺钉位置不合理并且无防侧导向装置,如图7所示,这也是导致挡墙断裂的原因之一。
⑶其他原因。
其他原因如限位块间隙过紧、导板导滑位置进入杂质、导板间隙过紧、气缸失效、驱动腿安装螺钉松动等,也可导致同样问题出现。某项目有一套模具与本文所述结构完全相同,由于限位块2间隙过紧,导致限位块挡墙与上模驱动腿挡墙长期受力过大而全部断裂。
解决措施
⑴将驱动座与气缸1的连接板安装面加工去掉15mm,保证气缸1正常使用并留有伸缩余量,如图8所示。
图6 斜导板负间隙接触示意图
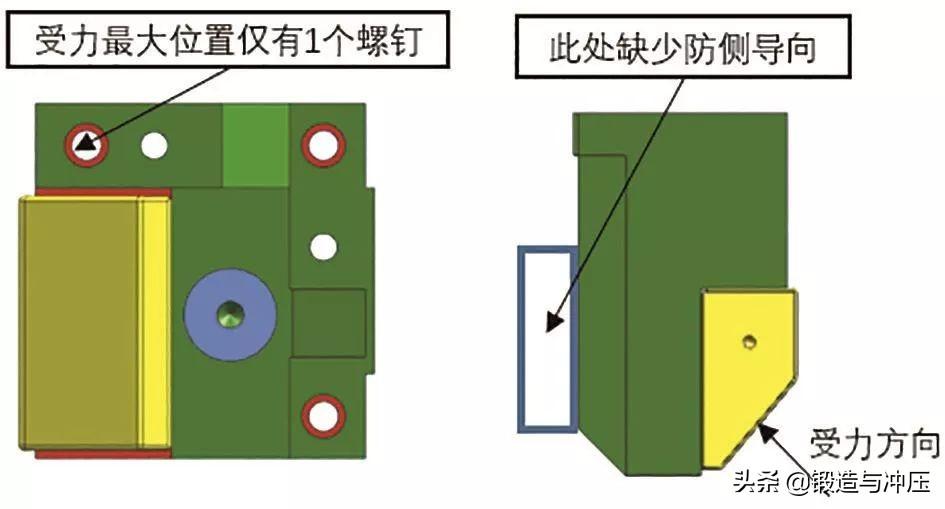
图7 上模驱动腿结构图示
在模具加工精度未确认的情况下,由于模具出厂前调试压机气源稳定性及冲压速度一般较冲压母线差,且冲压件生产数量较少,因此上述问题不容易被发现。为避免此类问题发生,必须在调试验收过程中根据气缸理论设计的伸缩数据,对气缸实际伸缩量进行测量验证。
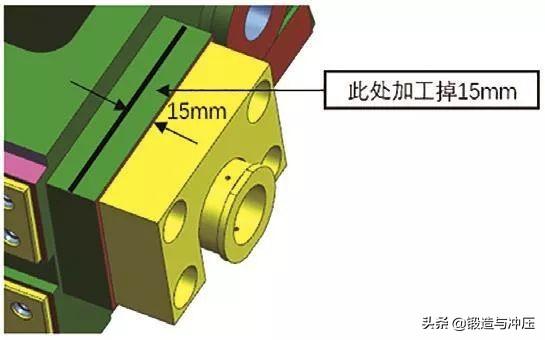
图8 气缸1连接板安装面加工示意图
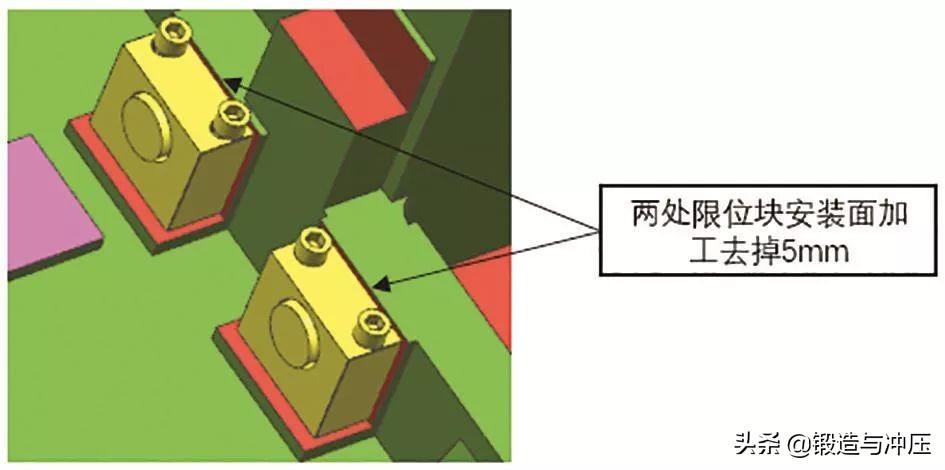
图9 限位块安装面加工示意图
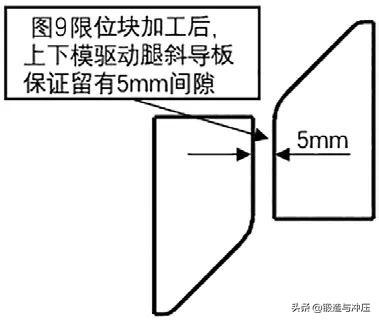
图10 上下模斜导板合理间隙示意图
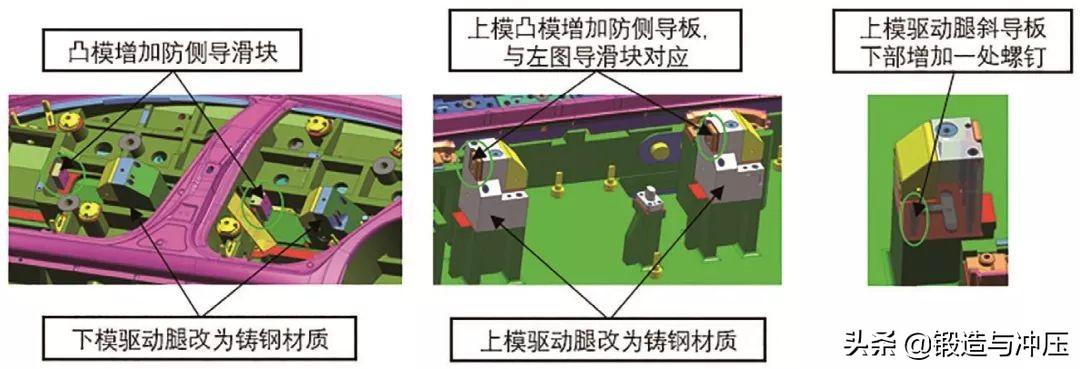
图11 上下模驱动腿结构更改图示
⑵将驱动座限位块安装面(靠近气缸1位置)加工去掉5mm,如图9所示,保证在气缸正常工作,驱动座回程时上、下模驱动腿与斜导板之间留有5mm间隙,如图10所示。仅当气缸失效时上、下模斜导板进行接触,使驱动座强制回程,避免斜楔无法回退影响制件取出。
⑶上、下模驱动腿铸铁件改为铸钢件,并优化结构设计增加强度,斜导板受力处增加安装螺钉,同时增加防侧导向装置,如图11所示。此结构可以有效防止气缸失效时因强度不足再次造成相关部件损坏。
上述三项措施同步实施后,模具各结构运行正常,并且经过了大批量、长时间的冲压生产验证,确认此结构强度完全符合要求,斜导板也再未出现拉毛现象。
此外,针对前文提出的限位块过紧导致挡墙断裂的问题,建议在装配调试及验收过程中,通过测量间隙或蓝油等进行专项确认,上行斜楔限位块可以作为前期的型面加工基准或导板研配基准使用。模具装配完成后,斜楔组件与固定凸模的间隙主要由驱动斜导板的装配精度决定,并且类似本文所述斜楔结构普遍为上行运动,再加上回程氮气弹簧的反作用力,斜楔机构不可能超出其限位位置,限位块间隙过紧属于过定位,完全没有意义。
结束语
冲压模具中的传动斜楔机构结构复杂、传动部件多且匹配精度要求高,模具设计及调试过程中出现任何问题都可能导致模具损坏。因此,在保证使用功能的前提下,必须充分考虑加工或装配误差所造成的影响,同时在调试和验收过程中必须对传动机构的各个部件进行详细验证,避免在后期冲压生产过程中造成重大影响。




